Vacuum Pressure Impregnation for Transformers: Improving Reliability
Transformers are crucial components in modern power infrastructure, allowing for efficient long-distance transmission of electrical energy. As electrical infrastructure evolves to support modern smart grid transformers and renewable energy integration, transformer insulation must be able to handle increased stress and harsh conditions. Vacuum pressure impregnation (VPI) is important for improving reliability in transformers used in […]

What Is Porosity Sealing?
When metal or composite parts are manufactured through casting, molding, or 3D printing, small voids (called porosity) can form within the material. These leak paths compromise a component’s ability to retain fluids or pressure, leading to quality and performance issues. Porosity sealing is the process of filling these internal voids. The most common and effective […]

How to Seal 3D-Printed Parts: Ultimate Guide to Eliminating Porosity
When 3D printing was first developed in the 1980s, it was primarily used for proof-of-concept models or initial prototypes. Early limitations in technology and materials meant that 3D-printed parts were rarely suitable for field testing or production. However, the past decade has brought rapid advancements in additive manufacturing. These advancements have allowed for more sophisticated […]
What’s the Difference in Gas and Shrinkage Porosity?
Porosity is any void or hole in, or on, a casting and is caused by gas formation or solidification shrinkage that occurs while the metal solidifies. If the casting needs to be pressure tight, porosity can allow gas and fluids to seep from the part. In this blog, we will discuss the difference between gas […]

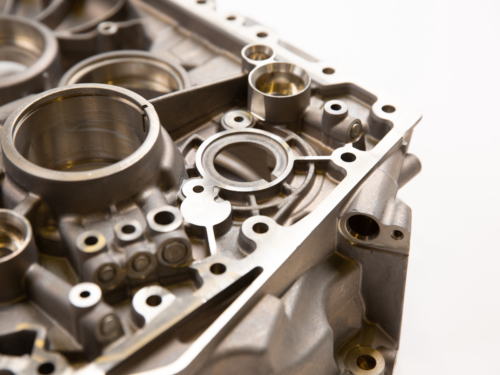
How to Seal Die Casting Porosity?
Die casting is a metal casting process that involves injecting molten metal into a die using high pressure. Die casting facilitates the production of hundreds or thousands of pieces with high dimensional accuracy and a good surface finish, making it highly economical; however, maintaining quality and consistency at such high volumes comes with its own […]

Godfrey & Wing Develops Technology to Seal Graphite Leak Paths in Hydrogen Fuel Cells
Godfrey & Wing, a leading global manufacturer of vacuum impregnation technology, has received a contract for an Advanced Graphite Impregnation (AGI) system from a hydrogen fuel cell manufacturer. Starting in 2023, the system will seal leak paths in bi-polar plates in fuel cell stacks for fuel cell vehicles (FCV). The AGI is designed from Godfrey […]
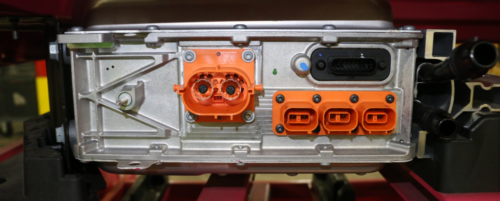
Case Study: Ensuring EV Battery Performance with Vacuum Impregnation
It is expected that there will be 134 electric vehicle (EV) car models available by 2024. Both well-established industry leaders and startups are debuting new car models and redesigning well-known models to be EVs
Preparing Parts for Vacuum Impregnation
When it comes to vacuum impregnation, it’s essential to ensure that the parts being impregnated are dry beforehand. This is because any surface impurities can interfere with the impregnation process, leading to subpar results.

Understanding How Vacuum Pressure Impregnation (VPI) Works
Vacuum Pressure Impregnation (VPI) is a method to insulate wound electro-mechanical parts thoroughly with a resin or varnish. VPI is a critical process to insulate and seal the porosity of the parts.
Inspect Casting Porosity with Nondestructive X-Ray
The phrase aluminum die casting porosity is used extensively when talking about any void in an aluminum casting, but it does not describe the actual problem. It can take many different shapes and forms, but it is often described just as “porosity”.