The increased use of turbochargers has become an important trend in car manufacturing. This trend has been driven by requirements to design smaller, more powerful engines that also reduce fuel consumption.
One example is a new powertrain from a global automotive component manufacturer. The company manufactures key turbocharger components through powder metallurgy, which produces precise and net-shaped parts.

But porosity is inherent to powder metallurgy. Any interconnecting porosity forms a leak path that will affect the part's structural integrity and performance. A common and effective way to address this issue is to seal powder metallurgy parts through vacuum impregnation.
The Challenge
The manufacturer expected an annual volume of 1.6 million parts with a leak rate specification of 215 psi for two minutes. Because of these stringent standards, the manufacturer determined that 100% of the parts would need to be sealed with an in-house vacuum impregnation system.
Vacuum impregnation is a proven technology for sealing leak paths; a technology that the manufacturer was well versed in. It used vacuum technology, including thermal cure sealants, to seal aluminum die castings in earlier programs.
However, upon testing, the manufacturer determined that using its established impregnation processes would create the following issues when sealing parts made with the powder metallurgy process:
-
Poor recovery—The thermal-cure sealant would bleed out because its viscosity is too thin to adhere to the powder metal leak paths.
-
Corrosion—The hot water used to seal die castings would cause its powder metal parts to corrode.
Based on these challenges, it was realized that a new impregnation process was needed.
The Solution
With engineering operations in Europe and manufacturing in Asia, the manufacturer needed a global partner with international resources and process development. The manufacturer turned to Godfrey & Wing, whose sealing technologies are trusted by OEMs worldwide.
The manufacturer met with Godfrey & Wing's European division to discuss their needs; they included an extensive review of their parts' pressure testing requirements, critical features, and production flow.
Godfrey & Wing explained its various impregnation processes sealants, This included how sealants' viscosity, adhesion, and properties vary, and how sealant selection allows a manufacturer to address their part's porosity. The manufacturer was unaware of the sealant variety. Having previously only used thermal-cure sealants for die castings, it assumed sealants were an interchangeable commodity.
Godfrey & Wing tested multiple processes and sealants to determine what would work best for the manufacturer’s needs. This research resulted in the following recommendations:
-
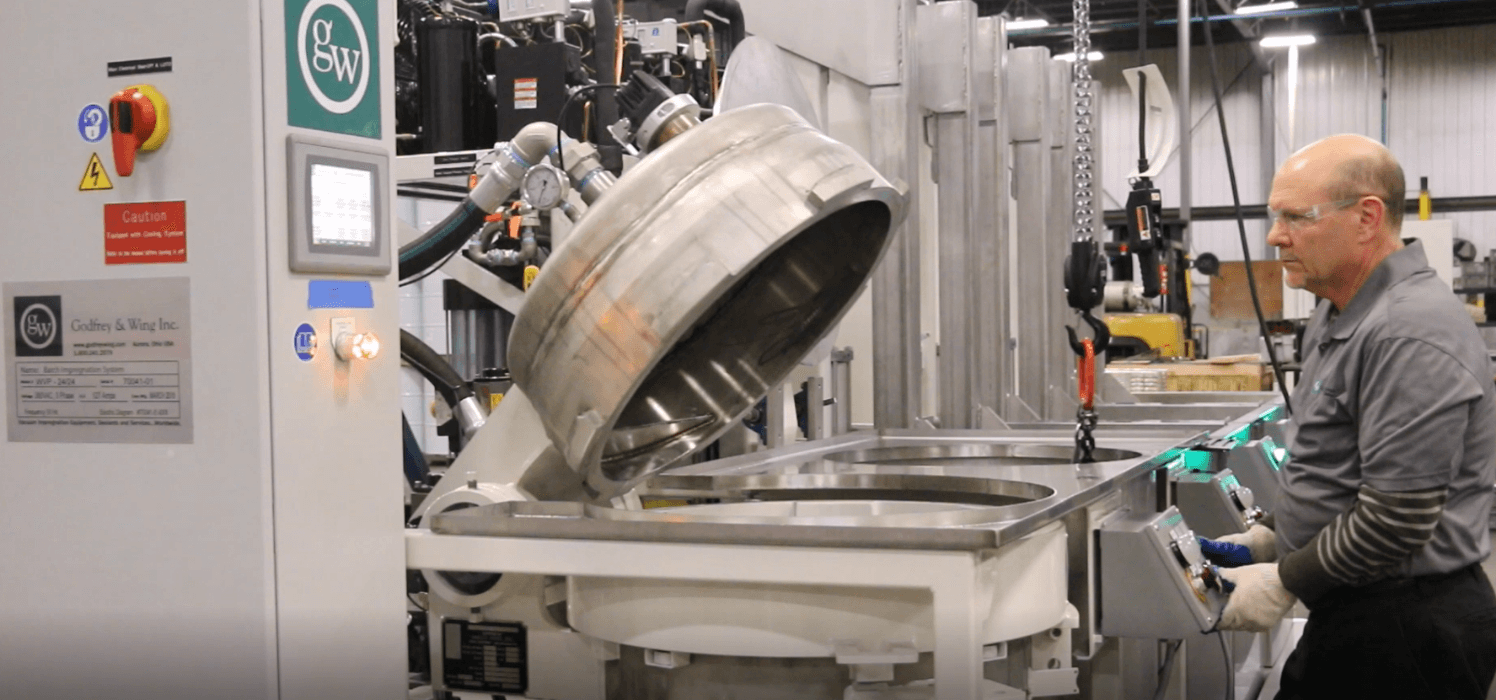
Dry Vacuum & Pressure (DVP) process—Demonstrated to be the most effective vacuum impregnation process in the world, DVP incorporates a fast, deep vacuum to evacuate air from the part's porosity. The system applies high pressure to allow the sealant to penetrate deep into the powder metallurgy walls.
-
95-1000AC sealant—This sealant is anaerobic, meaning it cures in the absence of air with no heat. This sealant will eliminate the risk of corrosion.
-
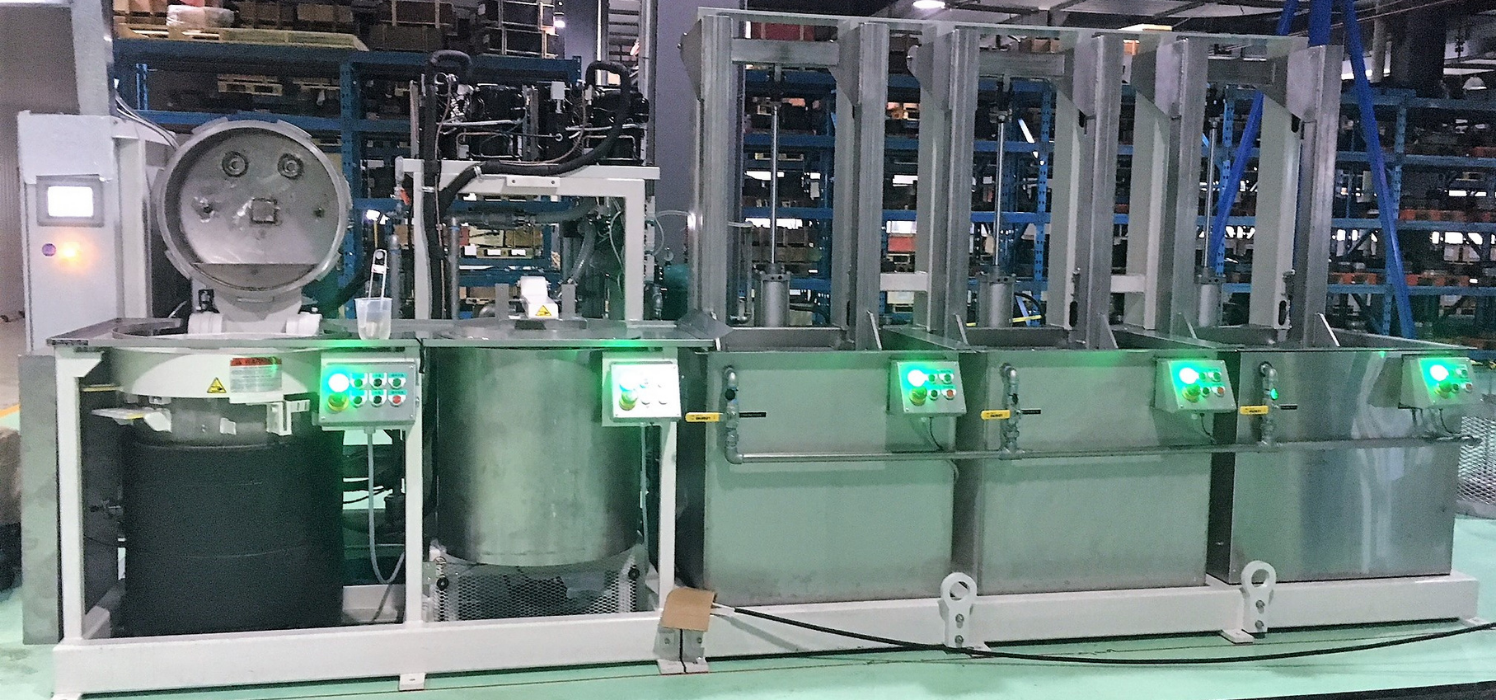
Lean-top loading system—Godfrey & Wing designed a lean-top loading vacuum impregnation system to accommodate the manufacturer’s production demand. The modular footprint of 104 square feet would allow the customer to integrate the system into their production easily. Its fixtures were designed to process 240 parts per cycle, enabling the customer to meet production demand while ensuring sealant is flushed from blind holes and critical features are protected.
The manufacturer agreed that the proposal seemed to offer a viable solution, but rigorous testing would be needed to prove its effectiveness. Godfrey & Wing processed 2,000 parts with a first time-through (FTT) rate of 99%. The results demonstrated that the DVP process and 95-1000AC sealed the leak paths. The customer concluded that the combination of sealant and process delivered superior outcomes compared to any other combination.
Godfrey & Wing built the system based on the research and results. Having a tailored system would allow the manufacturer to properly seal parts and maximize production.
The Results
Godfrey & Wing installed the equipment in the company’s production facility in China. Since the installation, the combination of the DVP impregnation process and anaerobic sealant has eliminated the company's challenges.
-
Improve recovery—Scrap caused by porosity has been eradicated. The equipment is delivering a First Time Through (FTT) rate of nearly 100%.
-
Eliminate corrosion and surface flaws—The anaerobic sealant has eliminated the risk of internal corrosion and surface flaws.
-
Capital Expense (CAPEX) recovery—Having a system tailored to its parts enabled the manufacturer a fast CAPEX recovery of less than 12 months.
In addition, the customer subsequently changed their prints and specifications to identify 95-1000AC as the exclusive and only sealant permitted for their parts.
In Summary
Growth for automotive turbochargers will continue due to stringent emission regulations and customer preferences. As this happens, manufacturers will continue to use vacuum impregnation to meet these standards and ensure product effectiveness. This manufacturer found great value in having a vacuum impregnation strategy tailored to meet its specific challenges of powder metallurgy. It can now effectively make long-lasting turbochargers that meet stringent standards.