YOUR CART
- No products in the cart.
Subtotal:
$0.00
Water, as we all learned in basic chemistry, exhibits a unique phenomenon: as it solidifies, it expands. For other liquids in our physical world, solidification results in just the opposite: shrinkage.
In the die casting world, one would tend to believe that shrinkage would be beneficial since it generally results in a more dense material, but this is far from true. As molten metal solidifies, this shrinking phenomenon creates fissures, voids and porosity in castings. Porosity, in turn, causes a casting to leak and makes it unusable for holding pressure in applications like pumps, compressors, transmissions and plumbing fixtures. Unlike the ice cube where a change in dimension is not important, shrinkage and porosity in castings result in unacceptable levels of defective product, increased quality and warranty costs, lost good will and finally lost business.
Proven and economical solutions to porosity challenges, therefore, are critical to enabling companies to capitalize on the use of more cost-effective castings in place of weldments or machined parts.
Problems of Porosity
Engineers who understand the intricacies of casting design can predict the solidification process and minimize the negative effects of casting shrinkage and porosity. Nevertheless, some casting porosity remains, bedeviling engineers and challenging designers – in spite of their best efforts.
For the most part, the presence of porosity has no practical effect when the sole use of the casting is structural in nature. But when a decorative requirement is added, porosity can be truly insidious.
Porosity causes a poor result in decorative coatings on structural castings, and many times porosity is the root cause of coating failures, which manifest themselves as surface pitting, spotting, or corrosion. Any of these types of failures can ultimately make a cast part unacceptable for its intended purpose. Here, combined with surface porosity, entrapped contaminants expand with enough force to cause surface dimpling and fracturing of the coating integrity or, in the case of plating, spotting on the surface. In both cases, while the physical integrity of the casting is not challenged, the functional and decorative use of the piece is impaired.
In other applications, where the castings may contain liquids or gasses, porosity can prevent the casting from doing its job. Leaks following porosity pathways from surface to surface prevent the casting from retaining the fluid or gas, reaching its intended destination and performing its intended function.
Porosity Solutions
To solve the problems of porosity, ancient artisans and modern engineers generally employed similar techniques. Efforts typically concentrated on the casting process: improving the molds, changing the temperatures and controlling the variables where possible.
Later, material refinement was the area that casting engineers explored for improvements and porosity elimination. Engineers and metallurgists changed alloys and additives, rejecting those materials that could not be used and following the trail of those that demonstrated improved results.
Design changes were next. For the parts themselves, adding mass in certain areas of the casting, changing wall thicknesses and moving materials were obvious modifications. In the dies and molds, changing risers, adding cooling or heating and sometimes increasing pressure were some of the efforts that were made. This attention to detail was partially successful and in most cases, there were some improvements but porosity still remained. Modern process improvements created better results, but there were no guarantees that the effects of porosity on surface finishing or pressure tightness could be eliminated.
Until recently, many, if not all, casting improvement efforts focused on the nearly impossible task of engineering the porosity problem out of existence. But a more economical and possibly more successful approach may be to analyze and classify the type of porosity, and then solve the leakage or finishing problem through impregnation with resin sealants. Today, greater success can be achieved by combining casting engineering efforts with a variety of post-casting/post-machining impregnation techniques. However, if there is not a thorough understanding of a casting’s porosity and an understanding of how changes in castings can interact with various impregnation processes, persistent leakage problems still can render a casting impractical to use.
Porosity Analysis
When one encounters a casting porosity problem, the first challenge is to identify the type of porosity present and determine the probable efficiency of a proposed solution. Godfrey & Wing has developed a simple classification scheme that enables us to assist people in understanding the various impregnation solutions to porosity problems and expected rates of success. The accompanying table illustrates the matrix used to assist customers in determining what combination of sealing methods can be used to solve their porosity problems.
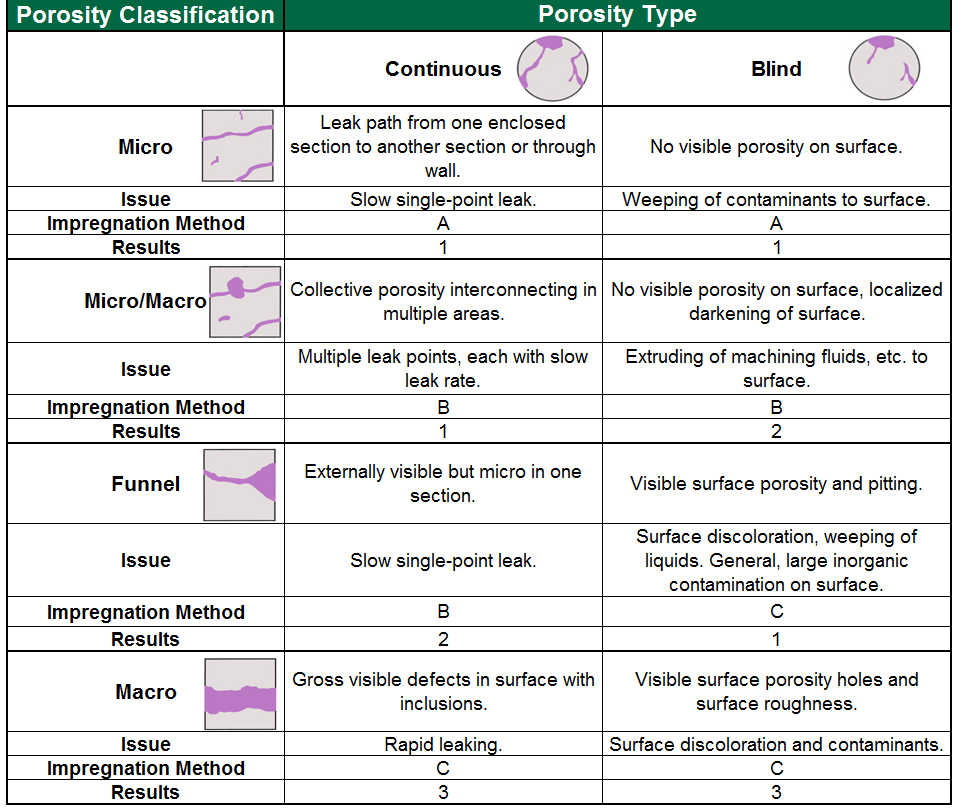
 In general, there are three basic classifications of casting porosity:
In general, there are three basic classifications of casting porosity:
Each can manifest itself in four general types:
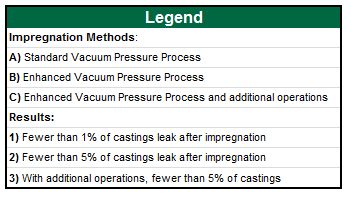
Of the three basic types of porosity, only continuous and blind cause immediate problems with casting utilization, continuous causes leaks and blind affects surface finishing. Both of these are easily corrected with impregnation. The table cross-references each classification with the type and lists the porosity characteristics. The key indicates what the generally expected success rate will be with impregnation.
In addition, the porosity classification and type are factors that help us determine the specific impregnation process to use. For instance, micro-porosity with macro characteristics has greater success with longer pressure/soak cycles, whereas the key to success in sealing macro-porosity may lie in reductions in post-impregnation rinse cycle time.
Similarly, the porosity characteristics can lead to process or material change recommendations that improve the casting itself and, consequently, the success of impregnation. For example, in castings with gross funnel porosity, specialized hand preparation, prior to impregnation that seals specific areas, followed by enhanced processing in a dry vacuum pressure system might be recommended. Alternatively, such porosity might indicate that a casting engineer should review part design to reduce this type of defect.
For a casting engineer, there is always the desire to eliminate all porosity. The objective may be to make the porosity easier to seal with modern resin impregnation techniques or to eliminate impregnation entirely. Experience has shown, however, that the effort to eliminate porosity can be counterproductive, resulting in leaking porosity that is so small that extraordinary and more time-consuming and costly processing must be employed to correct the problem. This can happen, for example, if smaller porosity inhibits the resin from easily or thoroughly penetrating the casting material. Longer impregnation processing time or a change in the resin may be required. Similarly, for machined castings, special pre-impregnation cleaning techniques might be used to enhance the success rate.
The counter productivity of achieving extremely small porosity points out the need for the casting engineer and impregnation engineer to collaborate during the early stages of any casting design or process changes.
Porosity Classification and Impregnation Solutions
A common problem is that the nature of the porosity classification may change during post-casting operations. For example, when a raw casting is sampled and there are no leaks, the easy conclusion is that there is no porosity or it is all enclosed. After machining, the casting may leak and, therefore, the totally enclosed porosity has been transformed to continuous porosity.
In this instance, several other problems can manifest themselves. If the casting was machined and the porosity was due to shrinkage during solidification, then it is very likely that the machining fluids used have contaminated the porosity. If the contaminant is not removed, it will block the impregnation sealant from entering the porosity leak paths. The result is generally a casting that fails final leak testing and is not usable as intended. However, with proper processing most castings in this category can be successfully sealed.
Other finishing problems associated with porosity and their solutions can also be determined from this classification table. For example, castings that are plated or coated could have defects appearing on the surface sometime after the coating process is completed. With plated surfaces, plating acids can reside deep in the recesses of porosity, and subsequently “bleed out” to the surface. Generally, the types of porosity that would cause this phenomenon would be classified as blind porosity.
The solution is to utilize special low-energy washing methods after impregnation. This type of washing removes the impregnation materials from the surface, but not from within the pores. The impregnant creates a boundary through which the plating acids or other contaminants cannot penetrate, and the bleed-out problem is solved. Similar improvements also can result in better surface finishing for anodizing and other coating techniques.
For gross defects, there may be no economical porosity sealing solution. However, custom techniques can resolve fairly difficult porosity sealing problems. For example, if there is continuous macro-porosity present, high-viscosity materials can be used along with special hand sealing techniques. Generally, this is cost-effective only with a few, high-value pieces, such as large castings for pump housings or machine bases. In these cases, it is expected that there is not only macro-porosity present in the casting, but also other types of porosity such as micro/macro combination porosity. In addition to the hand sealing process used in this case, additional impregnation with thinner impregnation resin in a vacuum/pressure application is required to complete the entire sealing process.
Finally, this classification system can be useful in assisting engineers in determining which of the various leak test methods should be used. While some casting applications always require a 100 percent leak test because of subsequent value or use, other castings may not.
In making the leak test decision, the expected success rate of impregnation plays an important role. Where success is higher (a rating of 1 in the table), statistical leak testing procedures can be used. Where success is lower, a more rigorous test method is generally recommended. Similarly, with certain special impregnation processes (described in the table as B or C), a leak test is performed concurrent with impregnation, although this is generally applicable only in small batches. The results of the impregnation and the concurrent tests determine the most economical approach for a high-quality, leak-free result.
With today’s improvements in vacuum impregnation, modern impregnation achieves the results that casting engineers have sought for centuries: a leak-free casting that is economical and usable in all the applications required. Porosity classification is an important tool that is used in achieving this level of success, because it helps in analyzing the problem and determining the best path to a solution.
Next Steps

