Recent decades have seen a surge in the use of aluminum castings in car manufacturing. Aluminum has been a critical material in car manufacturing since the beginning. The first sports car featuring an aluminum body was unveiled at the Berlin International Motor Show in 1899. Carl Benz developed the first engine with aluminum parts two years later. Since then, aluminum has become the leading material used in various components and car models. Aluminum use now ranges from mass-market to luxury vehicles.
As this surge has happened, vacuum impregnation has become the primary method to eliminate the porosity inherent in aluminum castings. OEMs are redesigning parts and bringing vacuum impregnation systems in-house to meet the aluminum use demand.
CAFE Standards
Due to new federal fuel-efficiency regulations, automakers must meet Corporate Average Fuel Economy (CAFE) standards. The CAFE standard for passenger cars for 2024 is 49.2. For light trucks, it is 35.1. These required averages will increase 53.4 and 38.2 respectively by 2025.
According to the U.S. Department of Energy, reducing a car's weight by 10 percent will improve fuel economy by 6 to 8 percent. OEMs are thus investing in light weighting frames and powertrains to meet these standards.
Light Weight Material
This investment means a greater use of aluminum. A lower vehicle weight has better acceleration, braking and handling. Lighter vehicles can tow and haul large loads because the engine is not carrying unnecessary weight. Even though aluminum is light, it does not sacrifice strength. Aluminum body structure is equal to strength in steel and can absorb twice as much crash-induced energy. The rigors of aluminum structures give one a better feel and precise control on the road. Aluminum allows for better fuel efficiency and driving stability.
But that presents a new challenge: porosity, which is inherent in the material. If the porosity is not sealed, fluids or gases will seep from the part when under pressure. Parts that leak fluids or gases are typically rejected, increasing costs and production delays.
Vacuum Impregnation Used in Aluminum
Vacuum impregnation seals porosity without changing the castings' dimensional or functional characteristics. This allows manufacturers to use parts that would otherwise be scrapped. It is a simple method and is approved by OEMs for a variety of components.
Two examples include:
Lower Crank Case
This crankcase supports the crankshaft in the middle of the cylinder block (Image 1). Made from cast iron, it would weigh approximately 45 pounds. Made from aluminum, as is now typical, it weighs just 18 pounds.
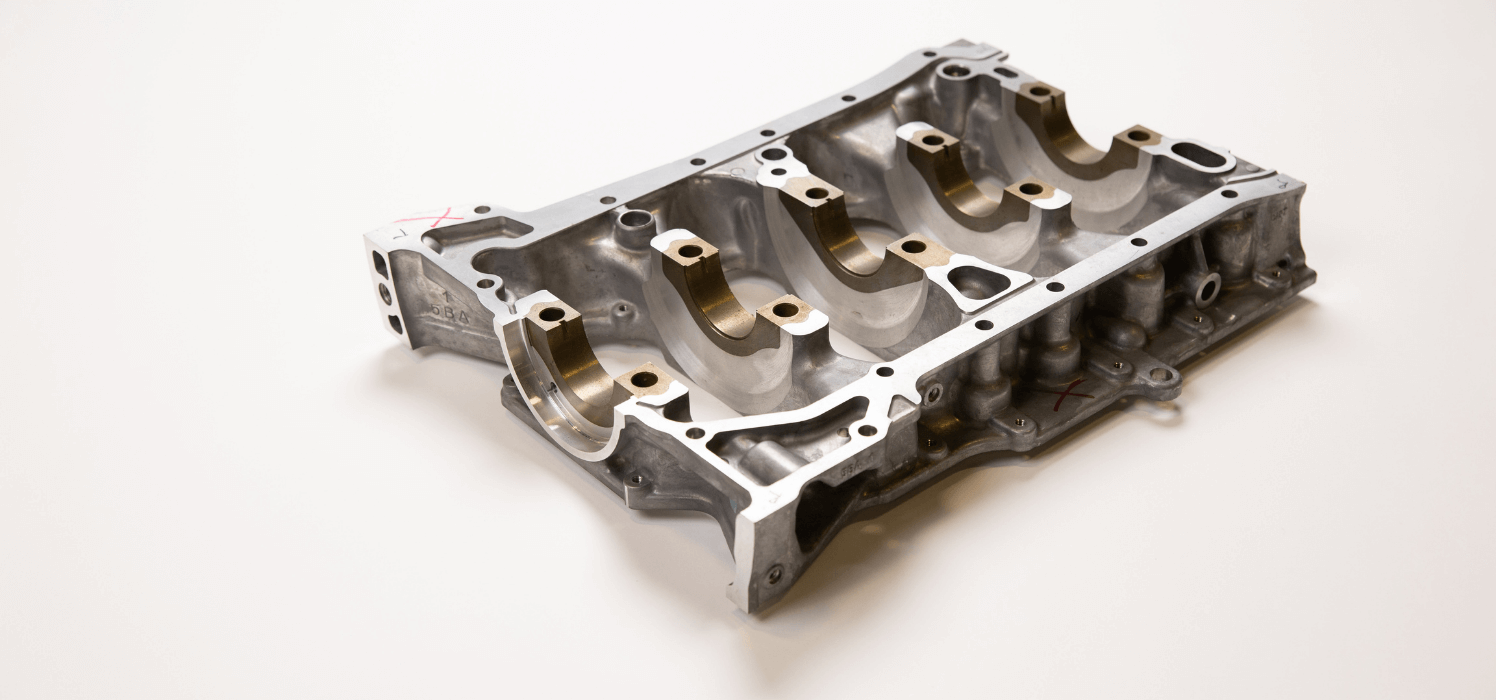
Image 1: Made from aluminum, this lower crank case weights approximately 18 pounds.
The frame is now manufactured out of aluminum, while the bearing caps are manufactured from steel. These steel bearing caps see increased force and pressure from supporting the crankshaft and bearings, so these must be made from a denser, stronger material.
This case has passages that feed the bearings with oil. If the porosity in the aluminum is not sealed, oil will leak from the part. Vacuum impregnation allows the part to retain its intended use without losing any dimensional or functional characteristics.
Cylinder Block
Another example of aluminum parts that use vacuum impregnation is a vehicle's cylinder block (Image 2). Made from cast iron, the block would weigh approximately 185 pounds. Made from aluminum, it weighs about 70 pounds. 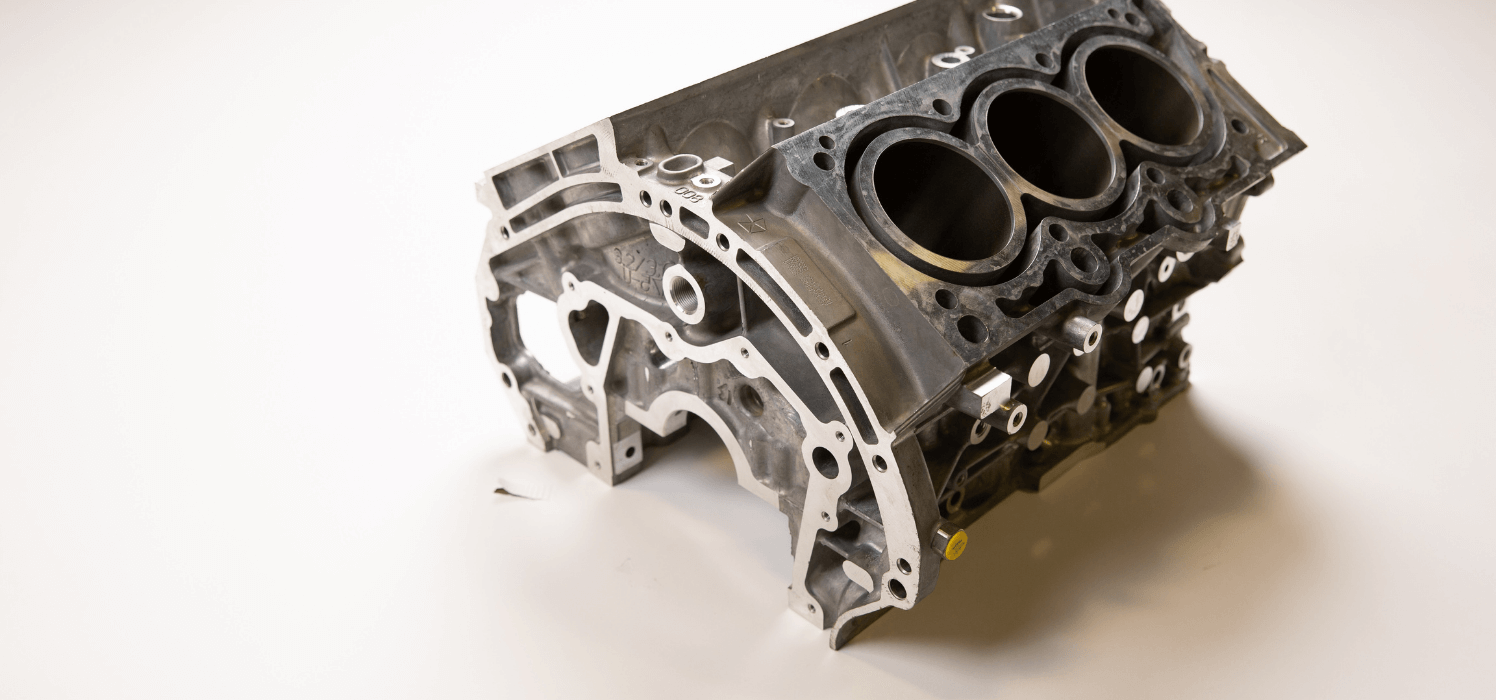
Image 2: Made from aluminum, this cylinder block weighs about 70 pounds.
This cylinder block is manufactured from aluminum, while the cylinder bores have steel liners. The bores would not be able to withstand the wear or heat force if they were in aluminum.
Fluids and gases flow through this part while in use, and can seep from any porosity in the aluminum. Once again, vacuum impregnation allows the part to be pressure tight and fully functional.
As part designs have changed, so too has the use of vacuum impregnation.
Vacuum Impregnation Systems
In order to meet the demand increase of aluminum components, OEMs have brought vacuum impregnation systems in-house. Aluminum used by car manufacturers is approximately 459 pounds per car. It is expected to reach 570 pounds by 2030. To meet this growing demand, OEMs are taking advantage of recent redesigns in vacuum impregnation systems.
Until the 2000's, vacuum impregnation typically employed "batch systems." Workers would load multiple parts from the top into a large basket for processing. Batch systems were prone to quality issues. Complex castings, like the two previously mentioned, were difficult to impregnate. Large batches could not be adequately washed and rinsed, increasing "sealant contamination". This rendered many parts unusable or jeopardized assembly.
Additionally, large batch systems increased WIP (Work in Process), labor and maintenance costs. Floor space to lay down large batches of incoming parts and inspect and pack out impregnated parts was too costly and impractical in today's machining or assembly plants.
This forced manufacturers to outsource their impregnation requirements. Expensive outsourcing solved the labor and floor space issue, but poor quality (now out of the manufacturer's care, custody, and control), costly transportation, and production delays emerged as critical issues.
The redesign of vacuum impregnation equipment offered the following benefits:
Quality Control
Equipment was redesigned to be "front-loading," and thus more ergonomic (Image 3). And they were redesigned to process just single pieces or a small number of castings. This change increased the seal rate, while decreasing sealant contamination and damage.
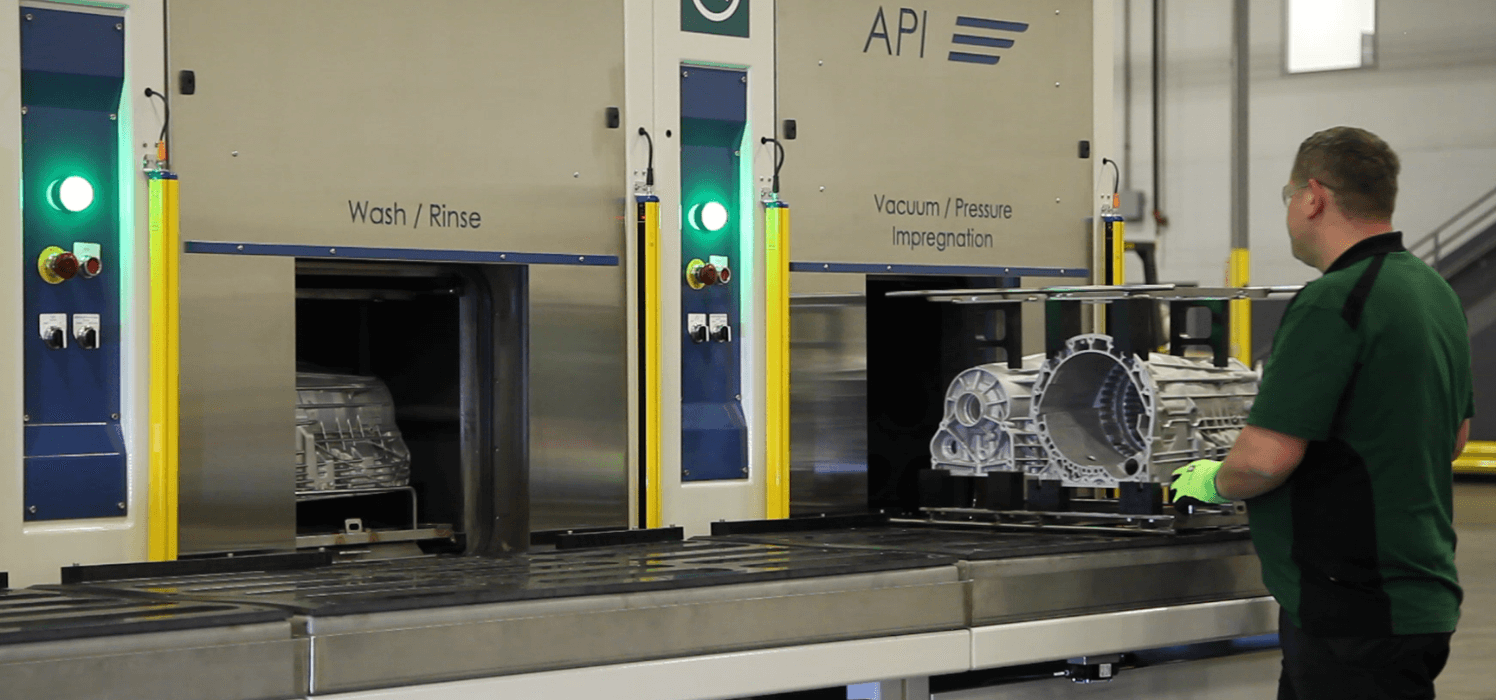
Image 3: Front loading equipment has improved the sealing rate, while reducing sealant contamination and damage.
Improved Production
Systems were also redesigned to use robotic handling between the stations (Image 4). This reduced cycle times, improved overall production cycle time and production volumes. The new systems were smaller than batch systems and their modular design enabled them to integrate with other production operations. Their use improved quality and, at the same time, eliminated WIP and unnecessary, costly transportation and production delays.
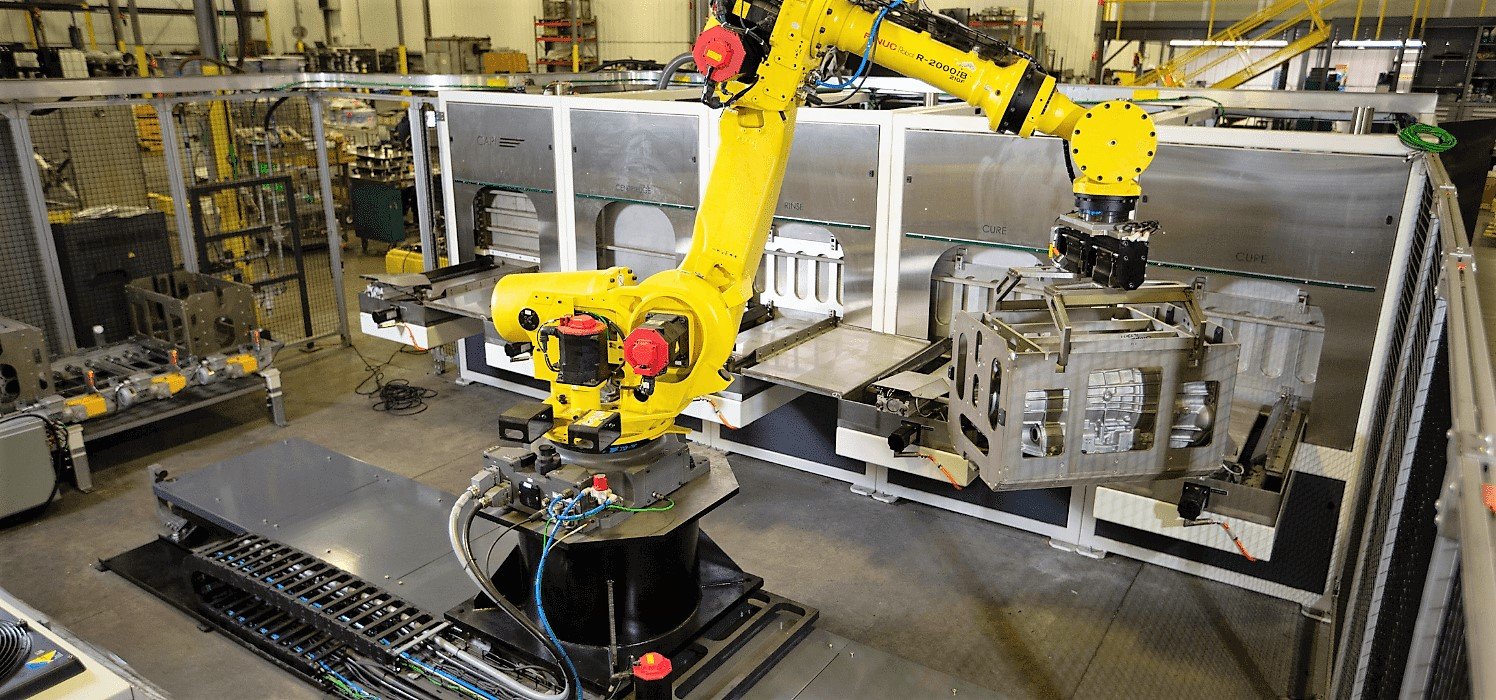
Image 4: Robotic systems reduce cycle times, improve overall production cycle time and production volumes.
Today's PLC controlled systems are self-contained for quality. Working in tandem, the PLC and robot ensure that parts that have not been properly impregnated do not move forward into production. Pre-set parameters control every step of the process. Should the system fault and any specified processing parameter is not met, the PLC will signal the robot to contain the suspect component for management's evaluation.
Enable Inline Manufacturing
Both the size and the modular design of the new impregnation systems enable manufacturers to integrate the systems with machining, testing or build areas, placing the solution right where it's needed (Image 5). This cellular approach further reduces costs and improves production efficiency. Part handling, movement and tracking are reduced or altogether eliminated, especially when compared to outsourcing.
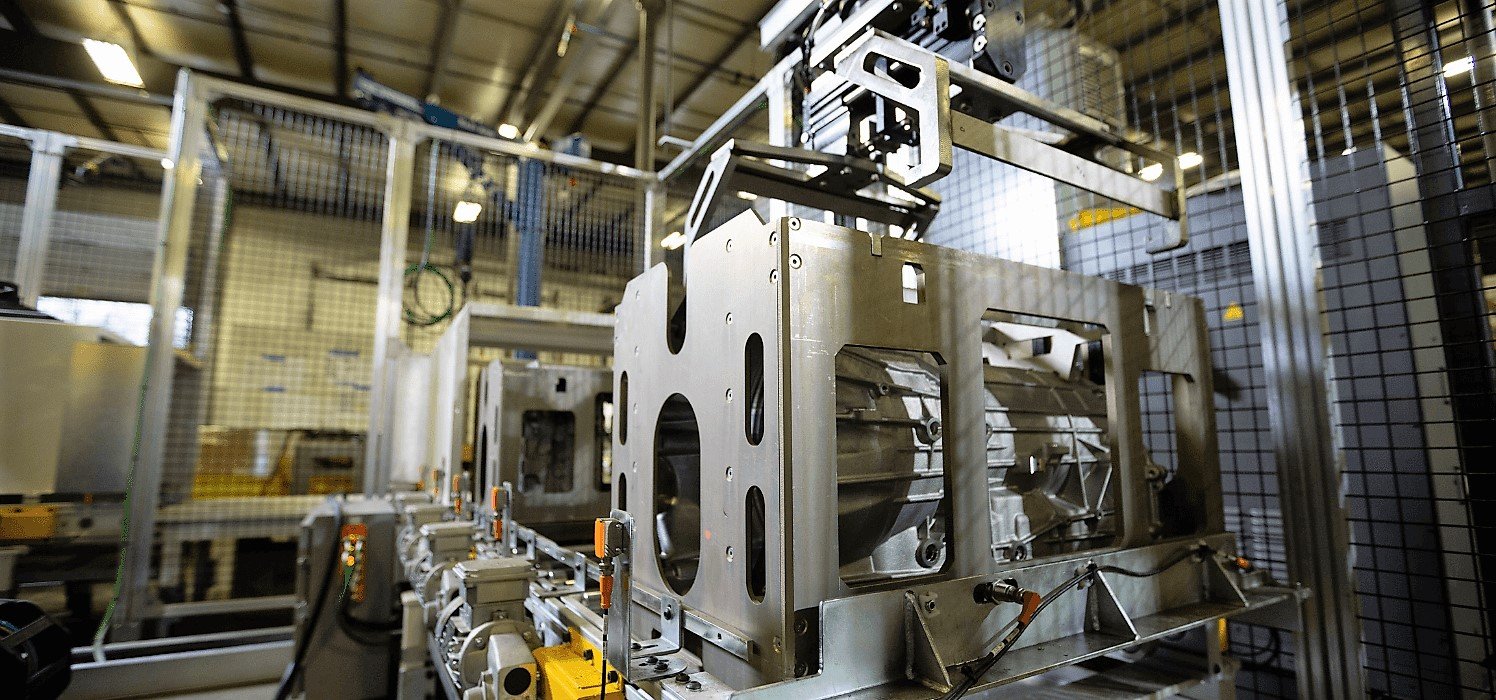
Image 5: Integrating vacuum impregnation systems with production reduces costs and improve production efficiency.
Vacuum Impregnation System at Work
If the lower crankcase and cylinder block previously mentioned were processed in a batch system, then the typical failure modes would be:
- Parts leak after impregnation (poor recovery)
- Parts are damaged during the impregnation process
- Contamination of parts during the impregnation process
These challenges can quickly cause quality issues and production delays. By impregnating these parts in a modern system, then the expected results would be (Image 6):
- Near 100% casting recovery
- Zero PPM for handling damage
- Zero PPM for contamination
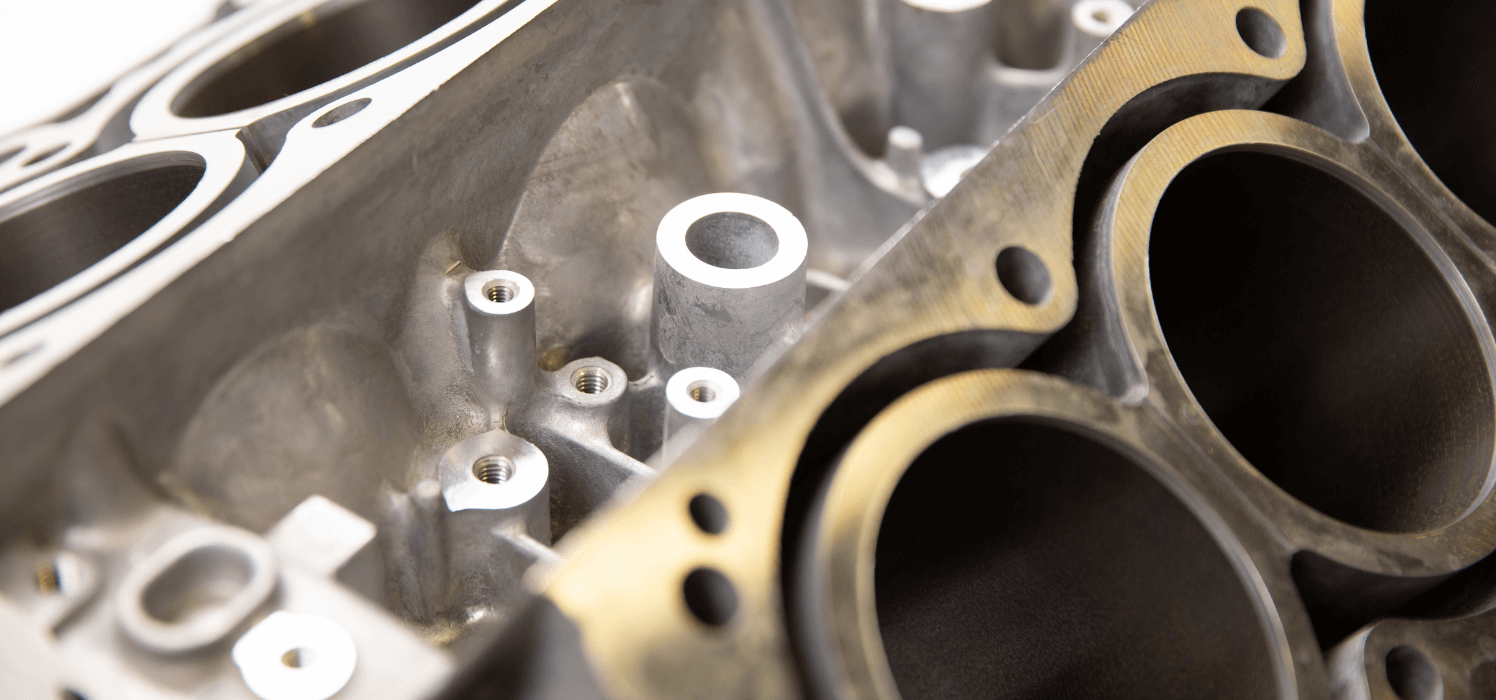
Image 6: Use of modern vacuum impregnation systems improves recovery, eliminates contamination and damage.
In Summary
Lightweighting standards require manufacturers to "do more with less." As a result, manufacturers are specifying lighter materials and thinner walls with higher performance requirements and lower acceptable leak rates in castings. Vacuum impregnation helps make this possible.