


 Fundamentally, there are two factors that control impregnation results – sealant quality (formulation and working condition) and vacuum (depth of vacuum). Because vacuum is such a critical factor in achieving superior results, a Godfrey & Wing representative will always recommend a DV (or DVP) process over WV when discussing the impregnation of High Value parts.
Fundamentally, there are two factors that control impregnation results – sealant quality (formulation and working condition) and vacuum (depth of vacuum). Because vacuum is such a critical factor in achieving superior results, a Godfrey & Wing representative will always recommend a DV (or DVP) process over WV when discussing the impregnation of High Value parts.
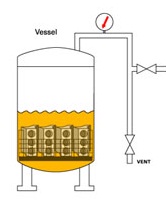
When a part is exposed to dry vacuum, there is no resistance to air being evacuated from the micro porosity, other than the size of the path. In contrast, sealant surrounding a part creates resistance in the evacuation process and increases the deeper the part is submersed.
As an example a part setting 10" below the sealant surface, exposed to 10 Torr of vacuum, will experience an effective vacuum level of approximately 29 Torr. That same part setting 30" below the surface will experience a vacuum level of only 68 Torr.
We’ve all seen the movies where a submarine has lost its power and is sinking rapidly. The crew works franticly to restore power before it’s too late and the hull implodes. In real life a submarine crew knows the hull will collapse because of the great force created by the many feet (pounds of) water between them and the surface.
This same phenomenon that exerts 22,500 pounds per square inch of force on a submarine’s hull at 1,000 feet will exert 1 psi or 58 Torr of force around a part submersed 30" in sealant and negatively affect the vacuum level drawn on the impregnation vessel.
Is there a place for wet vacuum processing? Absolutely – it’s just not the right impregnation process when trying to seal very small leak paths.
For more information about the dry vacuum or wet vacuum processes, please contact us.