




 English
English Español
Español Deutsch
Deutsch 中文
中文El mes pasado, mi colega Tom Shantz ha publicado un artículo sobre los diferentes tipos de sistemas de impregnación al vacío que se utilizan y cómo cada uno puede ser más adecuado para su uso cuando se procesa un tipo particular de parte.
Una vez que se ha determinado el tipo de sistema que se requiere, entonces se necesita seleccionar el sellador apropiado para el sistema y la aplicación.
Los tipos de selladores más comunes hoy en dia son:
1. Termo Curables
2. Anaeróbicos
La siguiente lista muestra las ventajas y desventajas de cada sellador, y que sistema se adecua mejor para su aplicación.
|
|
Sellador Termo Curable |
Sellador Anaeróbico |
|
Aplicación |
|
|
|
Ventajas |
|
|
|
Desventajas |
|
|
|
Tipo de Sistema |
|
|
Dentro de estas dos categorías principales de selladores existen aplicaciones de especialidad:
- Resistencia al combustible E85 y al Bio-diesel B20.
- Selladores totalmente flexibles que son capaces de mantener sus propiedades de curado aun estando enrollados en un diámetro cinco veces el diámetro del cable.
- Aplicacion de retardo de flama para la industria aeroespacial.
- Aprobado por WQA/NSF y UL para sistemas de agua potable.
En conclusión, este artículo es un resumen general de los tipos de selladores que están disponibles hoy. Para obtener ayuda adicional sobre el tipo de sellador para usar con su aplicación específica, póngase en contacto con un especialista de ventas de Godfrey & Wing para discutir sus necesidades.

 Para obtener mas informacion acerca de impregnacion al vacio por favor
Para obtener mas informacion acerca de impregnacion al vacio por favor 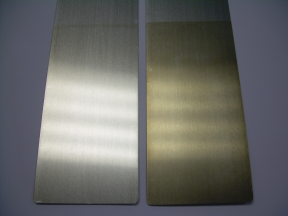 Paneles de prueba ALM30 con y sin inhibidor de corrosión GW utilizado en los tanques de curado.
Paneles de prueba ALM30 con y sin inhibidor de corrosión GW utilizado en los tanques de curado.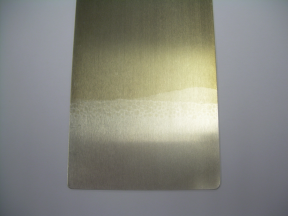 Parte inferior del panel tratado con una solución suave de ácido cítrico para restaurar el aluminio a su estado original.
Parte inferior del panel tratado con una solución suave de ácido cítrico para restaurar el aluminio a su estado original.