


A common question asked by customers is "Why do aluminum castings discolor during vacuum impregnation?". Aluminum parts with highly machined surfaces are more likely to be affected than those that are cast.

The sealant itself does not cause discoloration of the casting. However, exposure to certain minerals and alkalis in water plus an elevated cure temperature will sometimes cause slight discoloration of aluminum parts. Colors will vary from a light yellow to a light golden brown on the part surface post processing depending on the aluminum substrate.
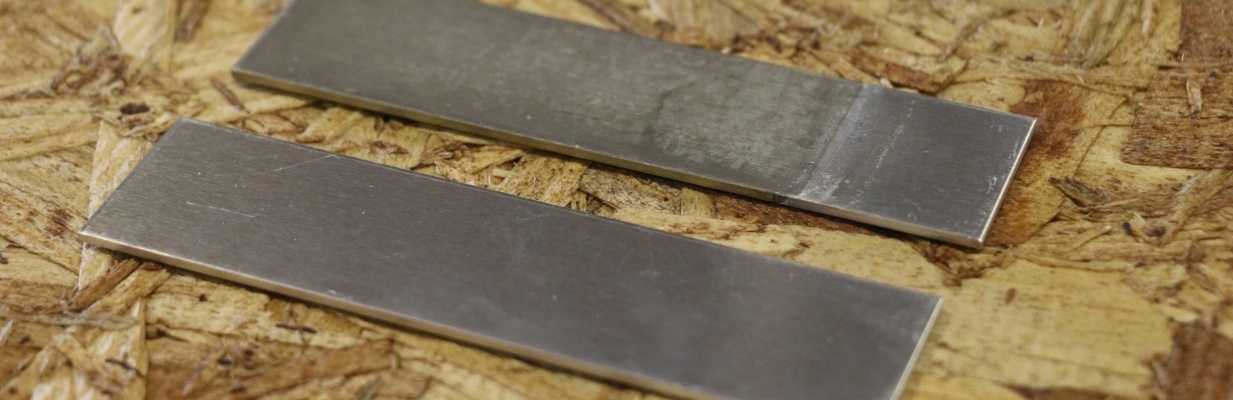
ALM30 test panels with and without GW corrosion inhibitor use in cure tanks.
Per MIL-STD-276A: 4.7 Discoloration, Discoloration which does not affect the quality of the impregnation or the serviceability shall not be cause for rejection of the casting or powder metal component.
However since impregnation is a sub-surface treatment, we strive to eliminate any evidence of the process. In order to get rid of any discoloration, corrective or preventative actions need to be taken.
- Corrective Action – To remove discoloration from a part surface, submerge parts in a mild acid solution, such as a 5% solution of citric acid, at an elevated temperature of 140°F-160°F for 2-3 minutes. Repeat the process until the desired finish is achieved.
- Preventative Action – Some corrosion inhibitors are acidic in nature and these will aid with preventing discoloration. However, caution must be exercised as a low PH will contribute to “flocking” of the cure tanks.

Lower portion of panel treated with a mild citric acid solution to restore the aluminum to its original state.
